 Possibly the biggest growing technologie today is the 3D printer, this is partly due to its decreasing cost. This drop in cost of 3D printers is largely due to the standardization of the technology as more printers use the same base technologies. The cost of filament however, whether standard or exotic, still remain relatively high.
Possibly the biggest growing technologie today is the 3D printer, this is partly due to its decreasing cost. This drop in cost of 3D printers is largely due to the standardization of the technology as more printers use the same base technologies. The cost of filament however, whether standard or exotic, still remain relatively high.
D3D Innovations has been working to change this. Their filament fabricators allow anyone to create their own filament using various plastics, combinations and fillers. While the Filafab is meant for plastic “beads” the Filafab has had no issue working with plastic regrind from recycling plants.
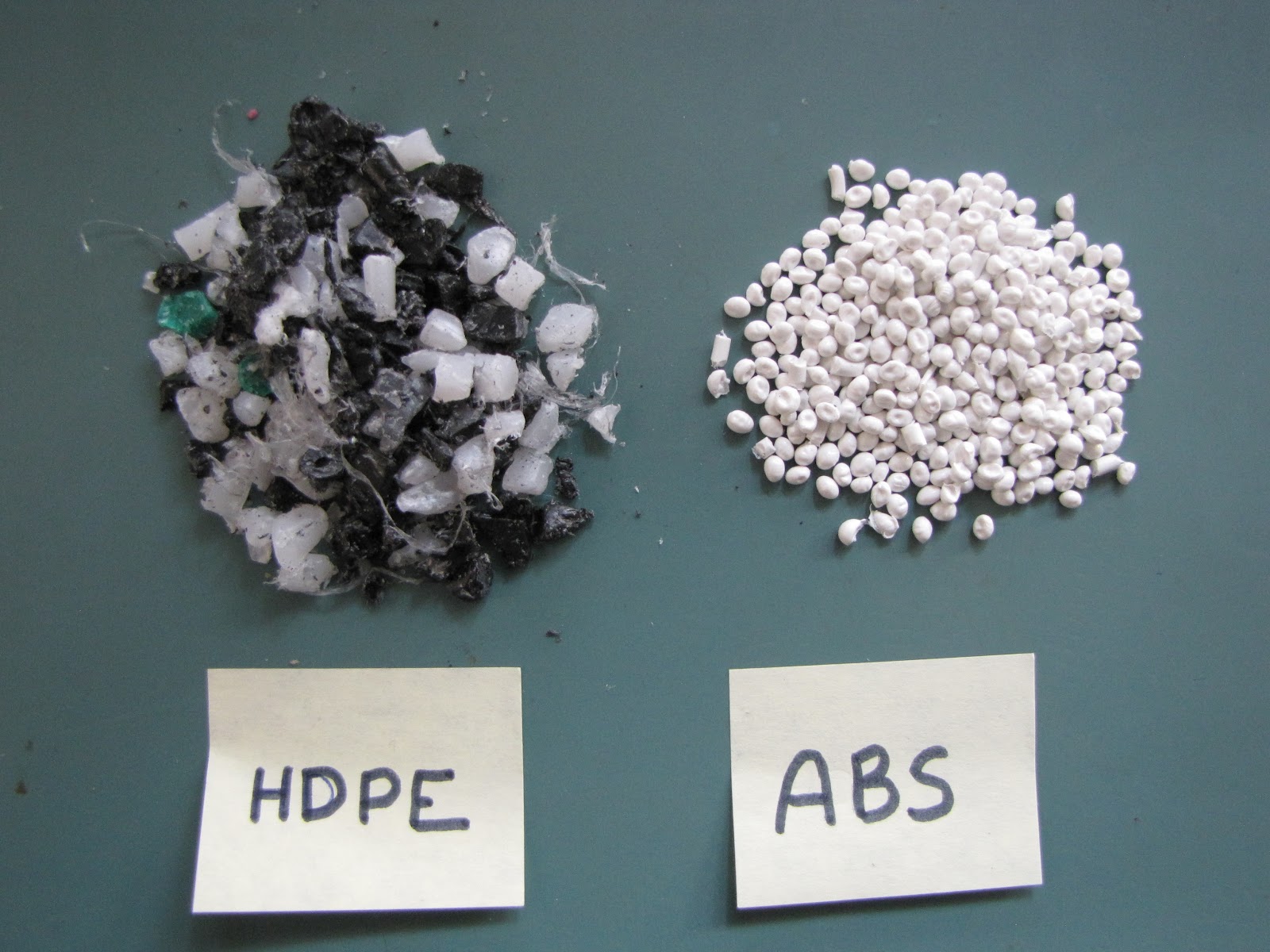
HDPE regrind and ABS pellets
Unboxing
Unboxing the Filafab, even with its weight, wasn't a difficult task. Upon opening the box you are presented with a small cardboard tray that holds the accessories. These include two nozzle adapters, three nozzles, a nozzle protector and a region specific power cord.
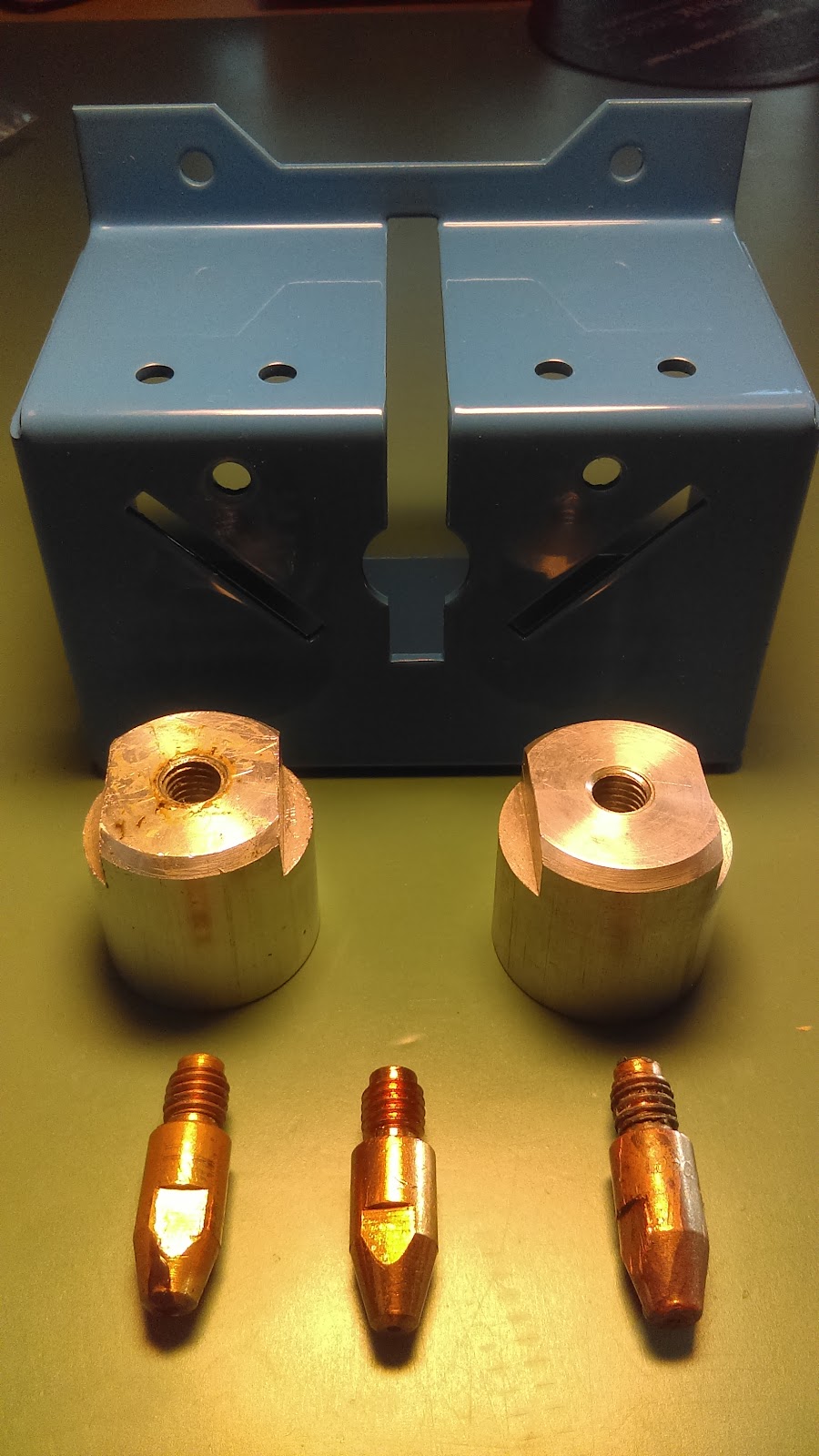
Filafab accessories
Once the accessory tray has been removed the Filafab is visible although covered evenly with packing peanuts. After scooping out the the peanuts (which incidentally could be turned into filament) it is a simple matter to lift the Filafab directly up and out of the box. Its nice to know that even a relatively small detail such as unpacking the unit was considered by the D3D Innovations team in order to make this step a simple one.
User Interface / First Impressions
The interface and controls on the Filafab are well organised. The side of the unit that faces the user has most of the controls. These include switches for the heating element and auger motor that moves the plastic forward into the extruder. Below and to the left of the motor on/off switches is the temperature controller. The controller uses a feedback loop to maintain the temperature within a tight tolerance (1 °C ~ 2 °C ). There is also the ability to add a few setpoints so that commonly used temperatures can be easily recalled. There is no setup necessary for the controller other than choosing the temperature. If however you would like to make changes to some of the control setting this is possible through the controllers menu.
An important and very encouraging addition is an emergency e-stop switch. While it may be argued this is not needed, the reality is, the power behind the motor is quite large, and the speed at which something could potentially go wrong for a careless user is fast. The e-stop once pressed instantly shutdown the machine preventing anything from getting further out of control.
The two concerns that were noted with this current version of the Filafab is the placement of the power cable and the placement of the auger speed knob. The power cable is currently on the same side as the control panel and in some regards hides the master power switch.

Filafab control panel and power cord
This makes connecting power akward, instead of connecting in a location that would be less intrusive such as the back, the cord comes out towards the user. The placement of the speed knob on the back of the unit next to the motor on the opposite side from the other controls is also awkward. In response to this issue, it was explained, the Filafab 350 EX is an adaptation from its previous version. The current placement allowed for easy modification and extension of capabilities without doing an extensive redesign. I have been informed that both of these issues have been remedied in the next version of the Filafab. I will update with pictures and information when I receive them.
Initial Setup
Once unpacked and powered up the Filafab is ready to be used. The only prerequisite is to know the temperature at which your plastic begins to flow. This may be simple for some plastics (melting point) but for others it gets a bit more difficult (plastics that have a glass transition point).
This glass transition point is where some plastics get soft and lose their brittleness. While this may sound like the point you are looking for, this is where the material starts to become more forgiving when bent or hammered. The actual flow point may be tens of degrees celsius higher than this.
Once that temperature has been selected and the temperature controller has been set there is little to do. On my unit, which has an older version of the power supply, it took ~15 minutes to reach 180 ℃ and ~25 to reach 200 ℃.
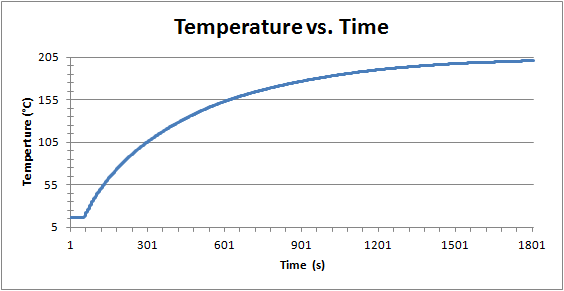
Temperature vs time for current Filafab
The current version and soon to be improved power supplies provide more power. The temperature curve with the new power supply show a drastic improvement. The test below was done starting from a temperature of ~11 ℃ with the housing removed reducing its heating efficiency. Yet even in this setup and with the temperature set to 250 ℃ it takes only slightly more than 20 minutes to reach a stable temperature (249.8 ℃).
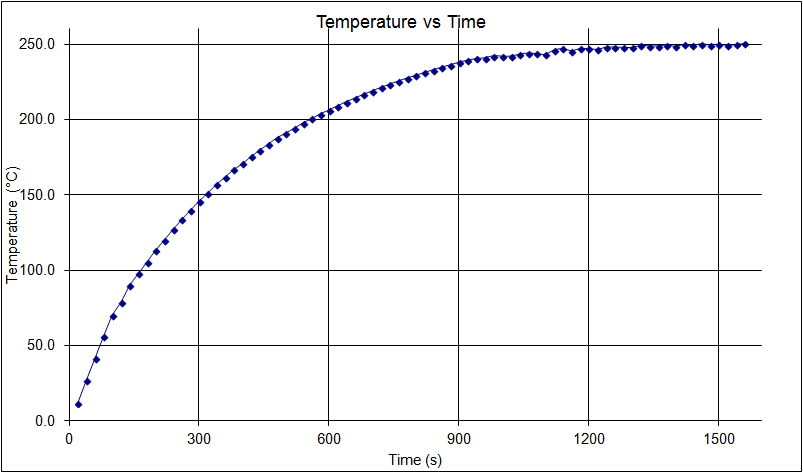
Temperature vs time for new Filafab
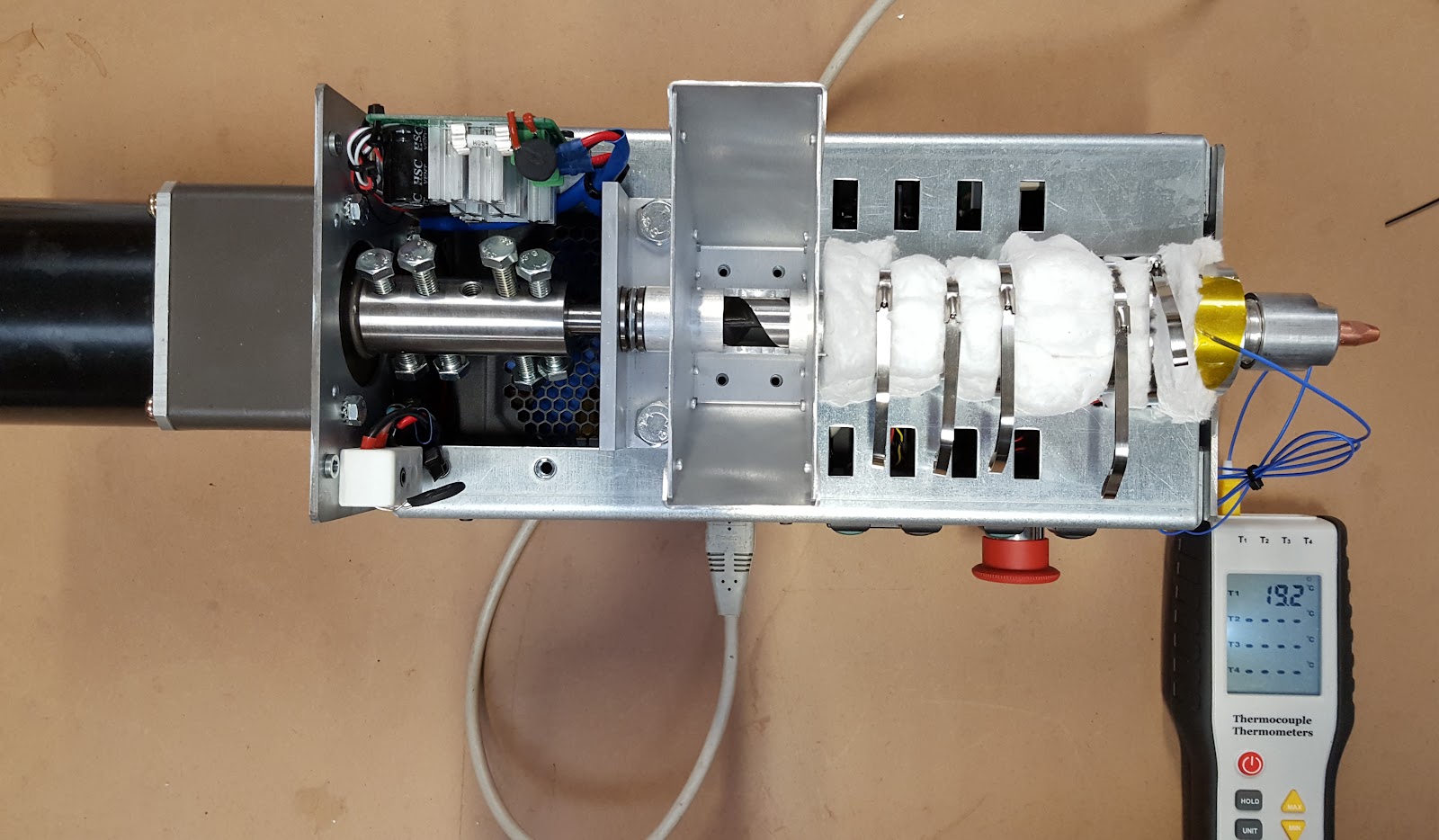
Temperature test setup for new Filafab
Once reached the ability of the power supply to provide enough power to maintain the desired setpoint is clearly not an issue.
Filament Production
Producing filament takes a bit more practice than the initial setup of the unit. It does, however, not take that much time and any material used during your trials can be reused. There are a few factors that dictate the final outcome of the filament being extruded. First is the temperature to which the extruder is heated. Second is the rate at which the material is passed through the extruder. Thirdly is the diameter of the extruder nozzle. And lastly is the distance to the point where the filament rest in conjunction with the ambient temperature.
The easier of the variables to get right are the temperature of the extruder and speed at which the auger turns. These two, although controlled separately, amount to the same factor, too what temperature the plastic is heated before it exits the extruder. This is definitely not the place to go into the details but it amounts to the longer the plastic remains in the extruder the closer to the set temperature the plastic will reach.
The extruder nozzle works with the distance to the point at which the filament “rests” as well as with the ambient temperature. This is because to achieve the final diameter the extruded plastic needs to be pulled. If there is no winding mechanism then the plastic coils on the floor or table below. The time it takes the plastic to cool versus the duration for which the filament is stretched for will give the final diameter.
Therefore although there are five variables in the extruding process and they may be grouped as the first two and the last three. In reality the variables met earlier in the extruding process affect the later variables and in the end all the variables affect the final product. The Filafab team is also working to produce some guidelines for different materials to help users get the best output from their units.
Filament Production Method and Outcome
In my tests I used both ABS and HDPE. As I do not have a winding mechanism, I tried two other methods for spooling filament. The first method was hand winding. This allowed me to better understand how distance between the extruding nozzle and the winding spool affects the diameter and consistency of the filament. While I did consider briefly constructing my own basic winder (stepper motor and speed controller) this was not needed for the testing I was conducting. The second method was allowing the filament to spool on the floor. While this took a bit more trial and error it is definitely doable. The hardest part here was setting the height above the floor to achieve a nice even diameter.
During the hand winding test an old spool was used to wind the filament. After playing round for maybe an 10 - 20 minutes the consistency and evenness of the filament was impressive. To the bare eye the diameter of the full extruded length appeared consist and even. Using a caliper the diameter ranged between 2.21 mm - 2.49 mm which is well within the tolerance of most if not all 3D printers. That being said, the samples from Filafab I received had much tighter tolerances easily beating the mentioned tolerance by D3D Innovations of +/-0.05mm using a winder. One sample had a diameter between 2.83mm - 2.90mm and the second sample between 2.63 - 2.69mm. Even without a winder the Filafab team has seen better tolerances than I did, but then they probably spent more than 30 minutes perfecting their technique.
I conducted two tests of floor spooling. The first was an even speed and used ABS the second was as fast as I could get the auger to push out filament using HDPE. While the ABS produced a nice usable filament the HDPE seemed to have some issues. I believe the issue was partially related to my choice of temperature. As previously mentioned the speed and temperature are tightly coupled. When I increased the speed to be as fast as possible I should have also increased the temperature. Since this wasn't done, my filament had some unmelted regrind mixed in. Another difference between the HDPE and ABS test was the nozzle used. The HDPE had the smaller nozzle making extruding more difficult and allowed the filament to stretch to a thinner diameter. The ABS had a larger nozzle which just seemed to allow for a more consistent filament to be extruded.
The goal of the speed test with HDPE, while it did have its issues (incorrect temperature and smaller nozzle size) was to try and understand what output could be expected from the Filafab. For this test a set amount of regrind was weighed out and put into the hopper. The plastic was than left to extrude for a considerable amount of time and the remaining regrind was then weighed. Taking the difference of the initial weight and the final weight an approximate value was reached for the amount of regrind extruded. The starting weight selected was 500g. After extruding for ~2.5 hours, ~300g of filament had been extruded.
While this value appears low there are a few factors that must be remembered and taken into account. Firstly had the temperature been set correctly (20℃ - 30℃ hotter) the output would have been increased. Secondly, a small nozzle was used, impeding the rate of production. A larger nozzle along with an increased drop height to achieve the desired diameter (this was not done and the diameter was not important for this test) the rate of production would have been increased. Also, 500g is a decent amount of filament, with the Filafab running pretty much by itself, leaving it in a room for a day while it spits out a reel of filament, is not an issue. Overall my feeling is the Filafab could have doubled, if not tripled my output if the variables had been set correctly.
Power consumption and True Cost
As part of my review and something that has become increasingly important in my reviews is a look at power consumption. While my test was done with the older power supply, it is still representative of the overall power consumption. This assumption is made because the temperatures used in extruding were less than or equal to 200 ℃, well within the power supply’s capable range.
Over the relatively short test of 85 minutes, 30 of which was to get to temperature and 35 for extruding, ~219 watts were consumed. Of these ~219 W only 99.12W were used for extruding.

Temperature and power consumption vs time
The cost of the plastic used was mid priced at ~30¢ per pound (HDPE) or 66.14¢ per kilogram. The expensive plastics (nylon) are ~60¢ per pound or ~$1.32 per kilogram. Adding the cost of the plastic used with that of the energy needed to extrude the plastic gives the true cost of the filament. Using a rate of 18¢ per kiloWatt and 67¢ per kilogram of plastic one reel of filament would cost ~$2.77. This is using an unrealistic number of 8 hours to extrude one kilogram (if setup correctly this should be a third or even less). Even with the extra long extruding time and high electricity costs it is still approximately 12.5 times cheaper than purchasing a commercial reel of filament. This would amount to ~77 (cheap) reels of filament before the (top of the line) Filafab pays for itself (38 reels to cover the cost of the cheapest Filafab). If you were to use anything remotely specialised or for a non standard printer then the number of reels needed drops pretty quickly (makerbot…).
Engineering design
The design and manufacturing of the Filafab is well thought out. At no point during my use and testing of the Filafab did I feel the need to be gentle. The unit is sturdy and solidly built. The few drawbacks mentioned above, while slightly detracting from the overall user experience, are not a major issue. One very slight issue not mentioned above is the design of the hopper. Currently if you plan to changing between materials often, the space under the auger in the hopper catches some material. The material that gets stick can become mixed with a different plastic producing an unwanted blend. A simple remedy is to tilt the machine to its side and brush the remaining plastic out.
Because the design team has been working closely with their customers and listening to both their ideas and concerns these issues have been resolved. In the next iteration of the Filafab (available February) all the concerns raised so far have been designed out and corrected.

Original auger guard inside the hopper
The new hopper - auger assembly is apparently made from a single piece of metal. Either that or the guard is bolted to another piece of metal that prevents plastic from getting stuck under the auger shaft. A 3D CAD rendering can be seen in the image below, it may also be seen in the temperature test set image above.
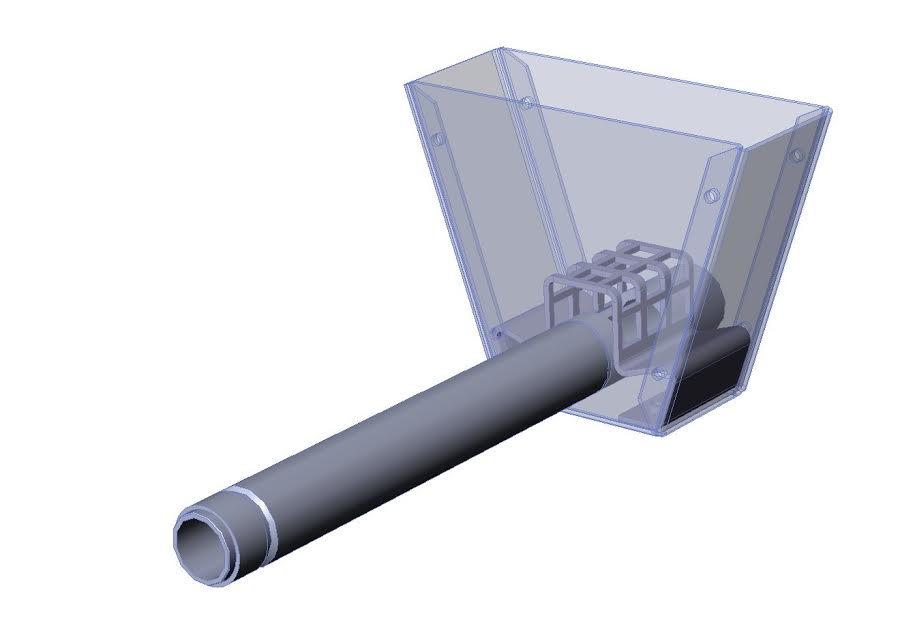
New auger guard with integrated material feeder
Changing nozzles is also a relatively simple matter. While the machine is still warm (NOT hot) use a wrench to unscrew the currently attached nozzle and attach the new size. When the nozzle is warm to the touch you can try pull out the existing material to clean it out.
The user manual suggests regreasing the main bearing every 40 hours of use or so. For this a T25 screwdriver is needed. While slightly inconvenient, the T25 allows for the Filafab to be used in a general setting without worrying someone may open the unit to “fix” something.
The heating block is heated by multiple heating elements distributed around the heating block to ensure even and adequate heating of the auger and nozzle. A thermocouple is inserted in the block and well shielded to ensure an accurate reading and prevent noise in the measurement. All the wires are well insulated and the auger shaft itself is thermally insulated to increase heating efficiency.

Heating block with temperature sensor (metal braided cable) and heating elements (red insulated wires)
What I have taken away from the Filafab team is their desire to constantly improve as well as keep the product as open as possible. The ability to use the filafab with any printer or winder, not locking a user to any one specific product is a huge plus and something the team has been working to maintain. The ability should the user decide to modify their unit (at home) in some way to make their use simpler or to provide other uses is also available with full mechanical schematics available.
Safety
The degree with which the the design team has taken safety into account is quite impressive. The implementation of an auger guard preventing fingers or other foreign object from entering the auger is important. During my testing I did remove the guard to allow for larger regrind to be used but this will become more difficult in the future. The increased difficulty can be seen from the next iteration of the auger guard/feeder. Due to bolts coming from the bottom, removal of the auger guard will be a lot more involved. While this may be frustrating, after experiencing the sharpness of the auger and the power behind its motor first hand, this is a positive and beneficial decision.
The inclusion of an estop was done solely for added safety. The possibility of something getting past the auger guard is very small. Yet even with this small chance the decision was made to add an estopt.
Also the provided nozzle guard to prevent users from accidentally coming in contact with the heated nozzle is useful. While again not strictly needed this is included to provide that one extra layer of safety and prevent possible injury.
An often overlooked safety concern is operating sound levels. If a piece of equipment produces excessive noise for long periods this can have a detrimental effect. The measured sound levels of the Filafab are within normal environment levels. While it is a constant hum and I would not necessarily want it on the edge of my desk while I am working, it's not over bearing. Using an uncalibrated app on my phone the average value measured was 56 dB. From what I can determine this is the volume of a normal conversation or slightly louder.
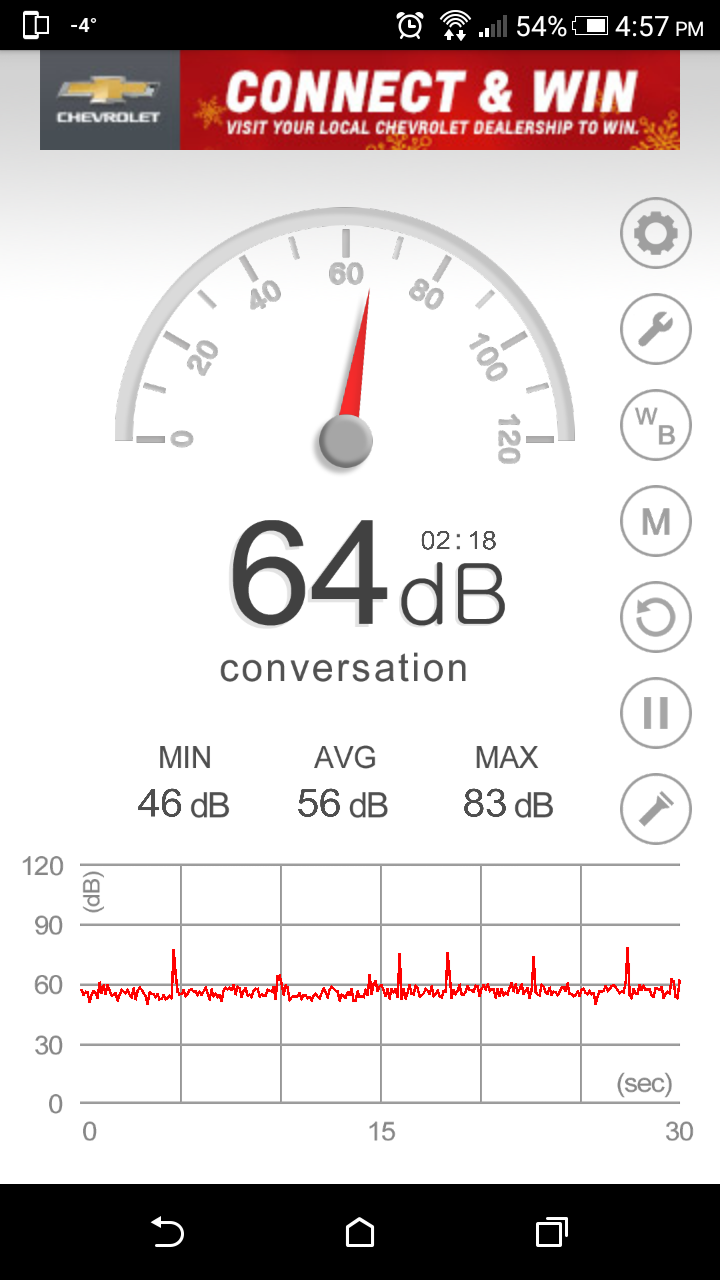
Sound level profile for 30 seconds
Conclusion & Moving forward
Overall the Filafab is one well made easy to use extruder. The well thought out design makes getting the Filafab up and running an easy task. The over designed mechanics and housing gives me confidence in the longevity and resilience of the unit to wear and abuse. The careful design and respect for safety would make me confident using such a machine in any maker or educational setting.
Having spent some time playing with the Filafab 350 EX and understanding the various aspects of the current version I am looking forward to the next iteration. The improved user experience, heating curve and other improvements by the Filafab team are things I am looking forward to test and experience.
The true price has to include the price of the machine as well..
ReplyDeleteAnd for a price of about 2000€, you can buy a shitload of filament...
The cost of the machine is included, please read the FULL review. Also note very high energy rates are used, if you live anywhere normal the cost would drop by 1/3 or more and you would need that many less rolls.
DeleteA very detailed review. Those nozzles look very much like TIG welding tungsten holders!
ReplyDelete